检测地市上海
检测公司鑫歆杰质量检测(上海)有限公司
数量1
检测方式寄样取样
型号23
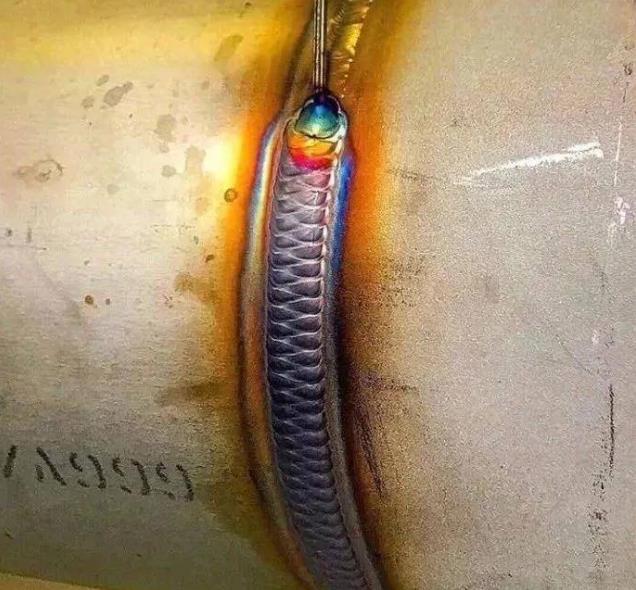
为什么MIG/MAG大电流焊接才能实现射流过渡,无飞溅?答:MIG/MAG焊接时,各种金属均具有短路过渡转变为射流过渡的临界电流值〈如: p1.2碳钢、不锈钢焊丝,电流I260—280A),此时电弧呈射流过渡状态,实现无飞溅焊接。
为什么药芯焊丝用CO2气体保护?答:按保护方式区分药芯焊丝有两种类型:药芯气保焊丝和药芯自保焊丝。药芯气保焊丝一般用CO2气体作保护,属于气渣联合保护形式,焊缝成形好,综合机械性能高。

什么叫药芯焊丝?答:由薄钢带卷成圆形钢管,同时在其中填满一定成分的药粉,经拉制而成的一种焊丝。

为什么对氩气纯度有较高技术要求?答:目前市场上有三种氩气:普氩(纯度99.6%左右)、纯氩(纯度99.9%左右)、高纯氩(纯度99.99%),前两种可焊接碳钢和不锈钢;焊接铝及铝合金、钛及钛合金等有色金属一定要选用高纯氩;避免焊缝及热影响区被氧化无法进行焊接。

焊接工艺评定一般检验流程:1、焊接工艺评定2、提出焊接工艺评定的项目3、草拟焊接工艺方案4、焊接工艺评定试验5、编制焊接工艺评定结果6、编制焊接工艺规程(工艺卡 工艺过程卡作业书,
为什么焊前焊条要严格烘干?答:焊条往往会因吸潮而使工艺性能变坏,造成电弧不稳、飞溅,并*产生气孔、裂纹等缺陷。因此,焊条使用前必须严格烘干。一般酸性焊条的烘干温度150--200℃,时间1小时;碱性焊条的烘干温度350--400℃,时间1--2小时,烘干后放在100--150℃的保温箱内,随用随取。
http://daixinpo.cn.b2b168.com