检测方式送检
报告方式纸质报告
检测地址上海市
检测单位鑫歆杰质量检测
详细价格来电咨询
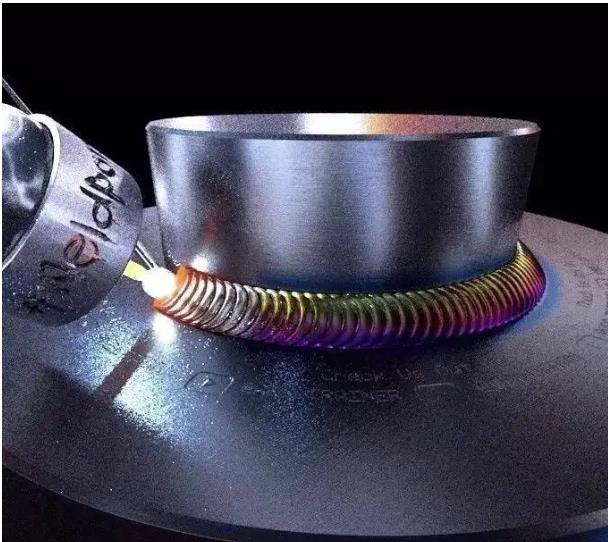
什么叫熔池?答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。
未来的焊接工艺,一方面要研制新的焊接方法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性,如改进现有电弧、等离子弧、电子束、激光等焊接能源;运用电子技术和控制技术,改善电弧的工艺性能,研制可靠轻巧的电弧跟踪方法。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。
压焊:压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。各种压焊方法的共同特点是在焊接过程中施加压力而不加填充材料。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。多数压焊方法如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有象熔焊那样的有益合金元素烧损,和有害元素侵入焊缝检测检测的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。同时由于加热温度比熔焊低、加热时间短,因而热影响区小。许多难以用熔化焊焊接的材料,往往可以用压焊焊成与母材同等强度的接头。

焊接工艺评定指标的确定:根据规程和钢材的理论基础知识(焊接性)等,确定各项技术指标。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。按照《焊接工艺评定规程》 DL/T869的规定,要求焊缝检测检测金属的化学成分和力学性能(强度、塑性、韧性等指标)应与母材相当或不低于母材相应规定值的下限。焊接工艺评定项目的确定:根据工程的实际工作情况要求,按规程适用范围做好项目的相关覆盖,确定好评定项目。应从以下几方面来考虑:1.钢材:1) 钢材类级别划分。2)钢材类级别在“评定”中的基本规定。3)异种钢的划分。异种钢焊接接头的含义是:异种钢焊接接头钢材组合基本为两大类:一类为金属组织类型相同化学成份不同,如低碳钢与低合金钢的焊接接头,它们均属珠光体组织类型,且物理性能差别较小,仅是化学成分不同;另一类为金属组织类型和化学成分都不相同而物理性能差别较大,如低合金珠光体钢与高合金马氏体钢或奥氏体不锈钢的焊接接头。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。异种钢焊接接头的主要特征是:其形成的焊接接头存在着化学成分、金相组织、力学性能和焊接残余应力分布等的不均匀性,而焊接过程就需针对这些问题,采取必要的工艺措施加以解决。A类异种钢接头:焊接接头一侧为奥氏体钢,另一侧为其它组织钢材。具体类型有:A+M、A+B、A+P等3组;M类异种钢接头:焊接接头的一侧为马氏体钢,另一侧为其它组织钢材,具体类型有:M+B、M+P等2组;B类异种钢接头:焊接接头的一侧为贝氏体钢。另一侧为珠光体铜。具体类型有:B+P只一组。

热处理:焊后应在200-350℃下保温2-6小时,进一步减缓冷却速度,增加塑性、韧性,并减小淬硬倾向,消除接头内的扩散氢。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。所以,焊接时不能在过冷的环境或雨中进行。焊后对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。焊后消除应力的回火温度为600~650℃,保温1-2h,然后随炉冷却。若焊后不能进行消除应力热处理,应立即进行后热处理。
评定过程:1、拟定预备焊接工艺书 (Preliminary Welding Procedure Specification,简称PWPS)。2、施焊试件和制取试样。3、检验试件和试样。4、测定焊接接头是否满足标准所要求的使用性能。5、提出焊接工艺评定结果对拟定的焊接工艺书进行评定。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。
http://daixinpo.cn.b2b168.com