检测方式送检
报告方式纸质报告
检测地址上海市
检测单位鑫歆杰质量检测
联系方式
在近代的金属加工中,焊接比铸造、锻压工艺发展较晚,但发展速度很快。焊接结构的重量约占钢材产量的45%,铝和铝合金焊接结构的比重也不断增加。
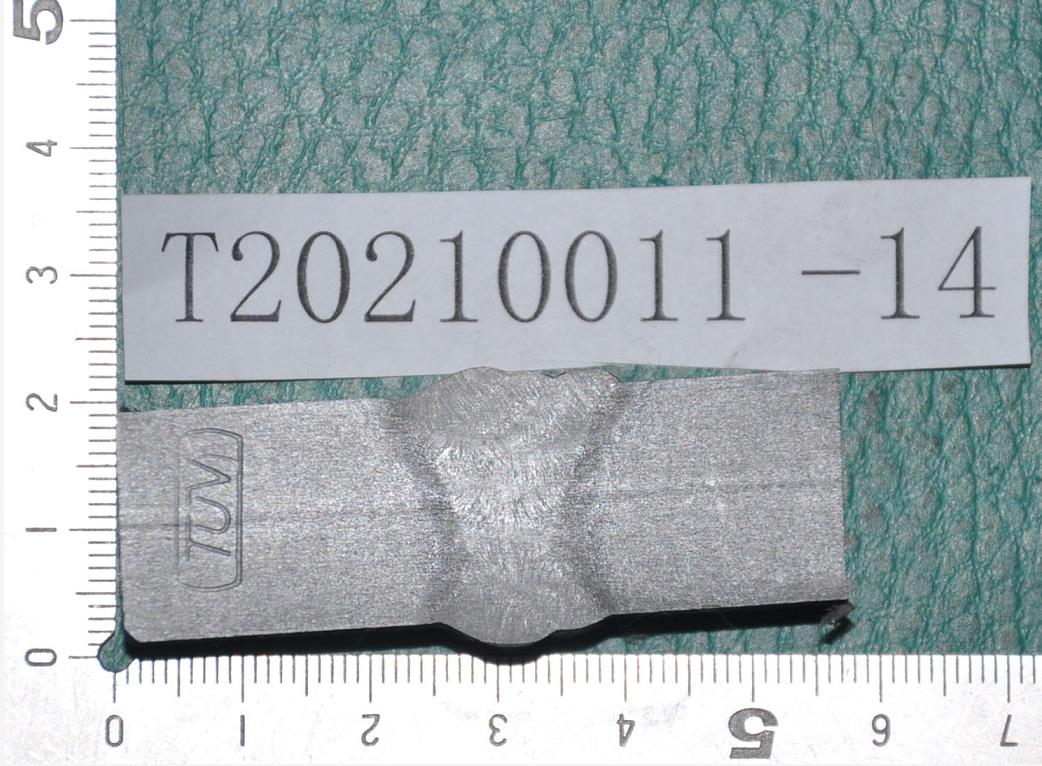
对接接头焊缝检测检测的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口形式。焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较*地送入焊条或焊丝。坡口形式有单面施焊的坡口和两面施焊的坡口。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。选择坡口形式时,除保证焊透外还应考虑施焊方便,填充金属量少,焊接变形小和坡口加工*等因素。

预热原理:预热能降低焊后冷却速度,有利于降低中碳钢热影响区的硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施。预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。

现代焊接技术已能焊出无内外缺陷的、机械性能等于甚**于被连接体的焊缝检测检测。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝检测检测质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。
基本评定标准(部分):1 NB/T47014-2011 《承压设备用焊接工艺评定》2 G236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。3《蒸汽锅炉安全技术监察规程(19》注:起重行业工艺评定借用此标准4 SY∕T0452-2002《石油输气管道焊接工艺评定方法》(注:供石油,化工工艺评定)5 G661-2001 《钢结构焊接规范》(注:公路桥梁工艺评定可参照执行)6 SY∕T4103-2006《钢质管道焊接及验收》B4708-2000《钢制压力容器焊接工艺评定》
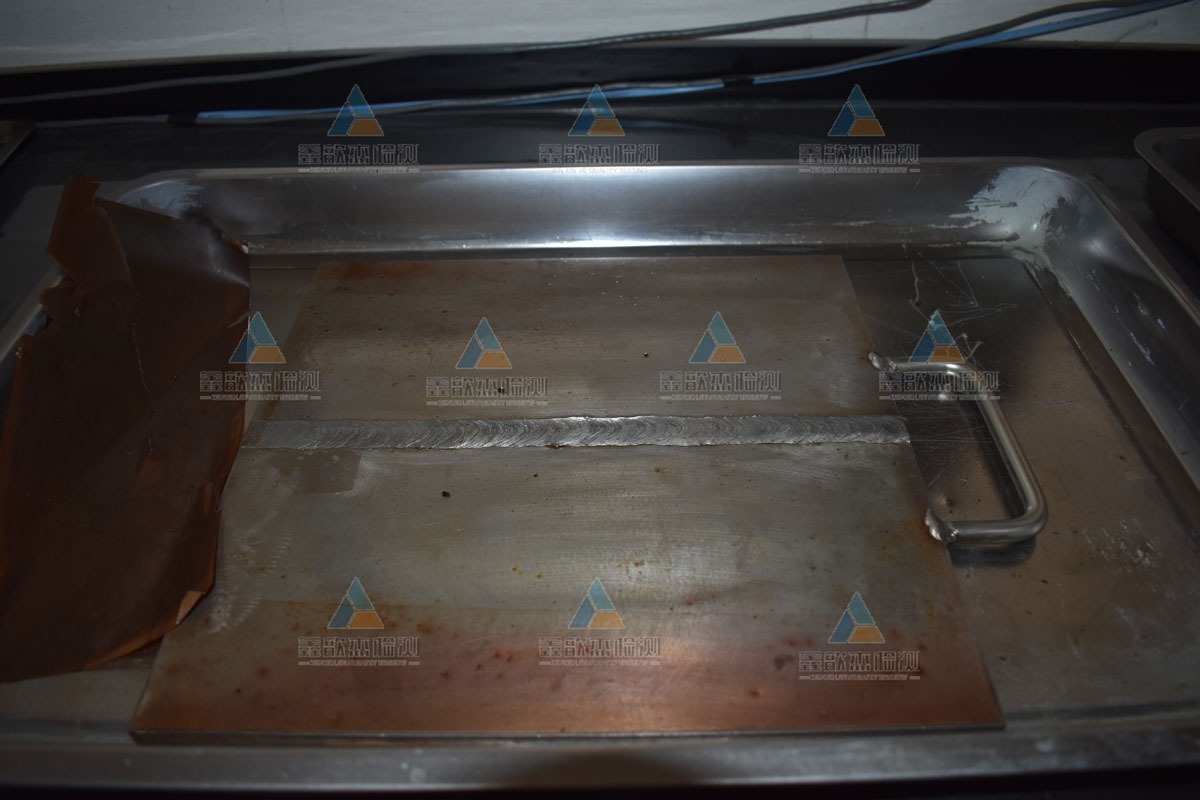
评定过程:1、拟定预备焊接工艺书 (Preliminary Welding Procedure Specification,简称PWPS)。2、施焊试件和制取试样。3、检验试件和试样。4、测定焊接接头是否满足标准所要求的使用性能。5、提出焊接工艺评定结果对拟定的焊接工艺书进行评定。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。
http://daixinpo.cn.b2b168.com