检测方式送检
报告方式纸质报告
检测地址上海市
检测单位鑫歆杰质量检测
联系方式
什么叫 MAG焊接?答:用混合气体75--95%Ar + 25--5 % CO2,(标准配比:80%Ar + 20%CO2 )做保护气体的熔化气体保护焊—称为MAG焊。
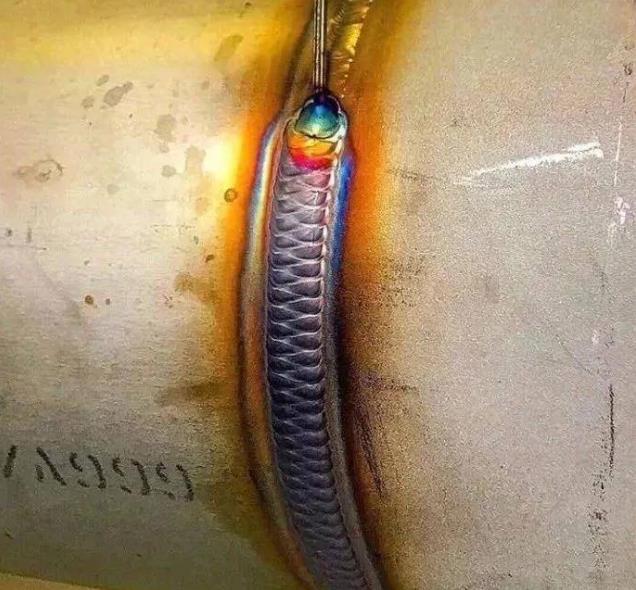
钎焊:钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到**钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。焊接时形成的连接两个被连接体的接缝称为焊缝检测检测。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。焊缝检测检测的两侧在焊接时会受到焊接热作用,而发生组织和性能变化,这一区域被称为热影响区。焊接时因工件材料、焊接材料、焊接电流等不同,焊后在焊缝检测检测和热影响区可能产生过热、脆化、淬硬或软化现象,也使焊件性能下降,恶化焊接性。这就需要调整焊接条件,焊前对焊件接口处预热、焊时保温和焊后热处理可以改善焊件的焊接质量。

预热原理:预热能降低焊后冷却速度,有利于降低中碳钢热影响区的硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施。预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。

现代焊接技术已能焊出无内外缺陷的、机械性能等于甚**于被连接体的焊缝检测检测。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝检测检测质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。
熔焊:熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝检测检测而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝检测检测中形成气孔、夹渣、裂纹等缺陷,恶化焊缝检测检测的质量和性能。焊接工艺的操作方法:金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊类。
评定过程:1、拟定预备焊接工艺书 (Preliminary Welding Procedure Specification,简称PWPS)。2、施焊试件和制取试样。3、检验试件和试样。4、测定焊接接头是否满足标准所要求的使用性能。5、提出焊接工艺评定结果对拟定的焊接工艺书进行评定。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。
http://daixinpo.cn.b2b168.com






