检测方案焊接工艺评定报告书
检测项目抗拉强度,屈服强度等
检测方式上门现场检测
报告文本中文
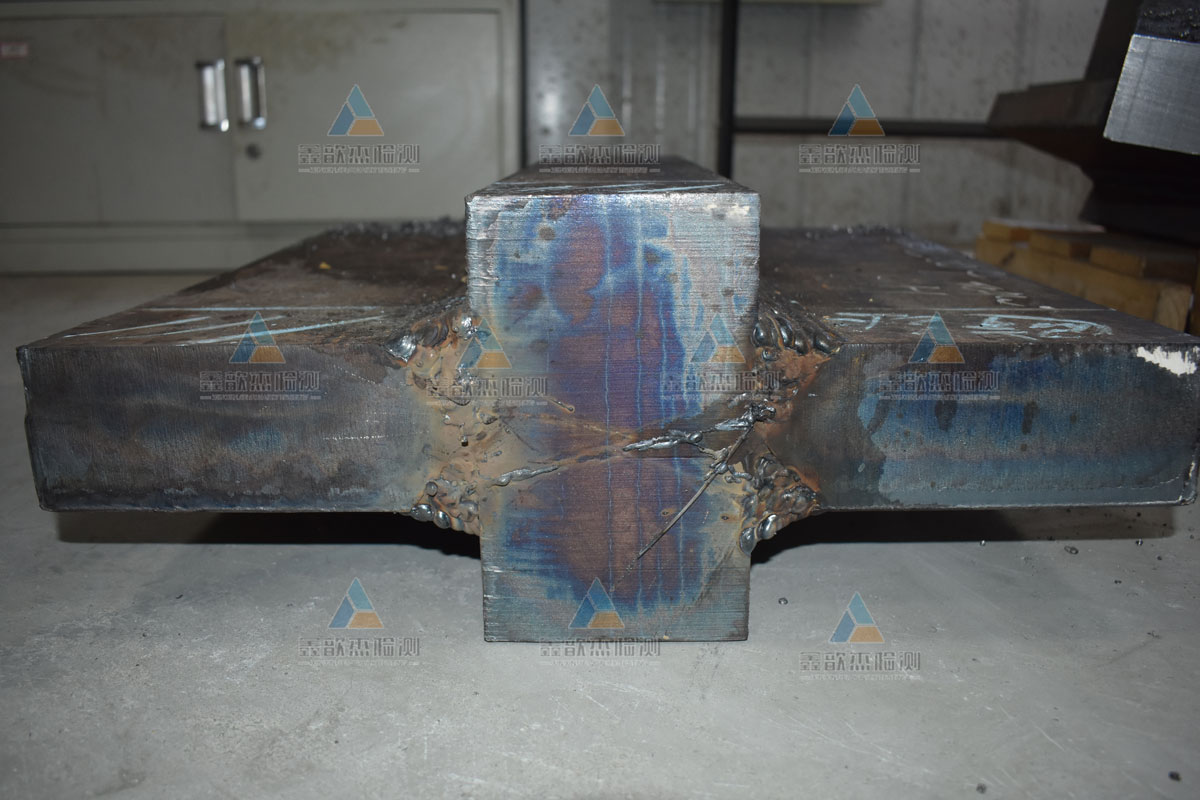
检测对象焊接产品
可售卖地全国
坡口形式:将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
焊接工艺评定基本评定标准(部分):
1、NB/T47014-2011 《承压设备用焊接工艺评定》
2、G236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》
3、《蒸汽锅炉安全技术监察规程(19》注:起重行业工艺评定借用此标准
4、SY∕T0452-2002《石油输气管道焊接工艺评定方法》(注:供石油,化工工艺评定)
5、G661-2001 《钢结构焊接规范》(注:公路桥梁工艺评定可参照执行)
6、SY∕T4103-2006《钢质管道焊接及验收》B4708-2000《钢制压力容器焊接工艺评定》

为什么说通过工艺途径可获得的焊接接头?答:提高焊接接头的质量,可从以下途径着手:正确选配焊接材料,采用合理的焊接工艺方法,控制熔合比,调节焊接热循环特征,运用合理的操作方法和坡口设计,辅以预热、层间保温及缓冷、后热等措施,或焊后热处理方法等,可获得的焊接接头。
什么叫焊接材料?包括哪些内容?答:焊接材料包括焊条、焊丝、焊剂、气体、电、衬垫等。

什么叫焊接条件?它有哪些内容?答:焊接时周围的条件,包括:母材材质、板厚、坡口形状、接头形式、拘束状态、环境温度及湿度、清洁度以及根据上述诸因素而确定的焊丝(或焊条)种类及直径、焊接电流、电压、焊接速度、焊接顺序、熔敷方法、运(或运条)方法等。
公司的精神“诚信、奉献 、自律、追赶”;我们的服务宗旨是为您服务是我们刻不容缓的义务,我们真诚的希望能与广大新老客户一起携手共创美好未来!
http://daixinpo.cn.b2b168.com